How real time production monitoring system eliminates downtime caused by work ethics issues
Downtime due to work ethics issues can account for a surprisingly large amount of downtime. This is low hanging fruit that requires very little time to pluck, and no extra investment in equipment and processes. It can be easily eliminated by the use of a real time production monitoring system based on Industry 4.0, in just 2 weeks.
Manual production monitoring system - the problem
The traditional production monitoring system is dependent on a chain of humans and paper. There are people who go to every machine at the end of each shift, get the numbers for production quantity, downtimes and rejections, and note them in a register. They then enter the numbers in a computer, typically in an ERP software. The night shift of each day ends the next morning, so yesterday’s data is entered today morning, a little while after the night shift ends. There is a second set of people who analyze the data, make tabular reports and charts from them, and giving the reports to various levels of management. Decision makers use these reports in the daily production meeting, to review the previous day’s performance.
As the number of machines on our shop floor increases, our visibility into the shop floor decreases. We mostly get wrong data, or the data comes to us very late, typically after 24 to 48 hours. We have no idea of the current production quantity, which machines are running and which are idle, what is the ROI on the machines, and a lot of other things that we need to know in order to make correct decisions. Data that we get is too late to act upon (usually in time for the morning meeting which is a post-mortem of the previous day’s activity), or inaccurate. This is where a real time production monitoring system helps.
The shop floor is where money is made, and where most the company’s investment is concentrated. It needs to be visible, to increase profitability. However, on the contrary, in most firms the visibility is very high in all other areas but very low on the shop floor. ERP systems enable high visibility and quick decision making in sales, finance, HR and inventory, but the shop floor that actually makes money for us is an island of darkness. The quantum and reasons for machine downtimes, which drastically reduces machine capacity utlization, are unknwon.
Work ethics issues can account for upto 30 % of the total downtime., and can never be measured accurately and fixed with a traditional production monitoring system.
Real time production monitoring system - the solution
A real time machine monitoring system based on Industry 4.0 offers the solution. It can monitor machines and track production quantities, machine downtimes, breakdowns and part rejections, automatically, 24/7. You can get accurate and immediate reports on your PC or mobile phone, wherever you are in the world. You are informed of potential problems before they occur, so you can prevent them, instead of doing postmortems after they occur.
Here are some real life case studies, benefits that users saw in just 1 to 2 weeks after installing LEANworx real time production monitoring system.
1. Reduced downtime at shift changes
Let’s say you work 3 shifts of 8 hours each, and the operator starts production 30 minutes late at the start of each shift and stops 30 minutes early at the end of each shift. This means you lose 3 hours every day. If your planned production time is 22 hours in a day, you are losing 13 % of the available capacity. This is very common. The last start and early stoppage tend to be more in the second and third shifts. People may clock in at the correct times at your plant gate, but take their time starting production. Likewise, they may stop production much earlier but clock out at the correct time.
Leanworx real time production monitoring system has a special report that shows downtime at shift change. We suggest to our users that they print this report every day for all machines and put it up on the shop floor notice board. So everyone knows who the slackers are. Once they start doing this, the downtime at shift change reduces to almost zero.
2. Reduced misuse of breaks
Just extending breaks by 15 minutes in each shift can cause of downtime of 3%. That’s a capacity reduction of 3%. A firm making hydraulic parts on CNC machines did a quiet installation of real time production monitoring with LEANworx. They noticed that their breaks totaling 45 minutes per shift typically extended by 30 minutes in every shift, which meant a 6 % loss in a day. LEANworx was made public after a week, and the 6 % loss reduced to almost 0 % in just a week after this, when people knew that they were being observed.
3. Downtime in night shift
In a firm making aerospace parts, about one-third of the machines (CNCs and SPMs) were found to be producing NO parts in the second half of the night shift. The operators were presumably sleeping, because there were no supervisors in the night shift. This means the machines were idle 18 % of the time out of a possible 22 working hours. That is an enormous loss of available time. After a week of observation of the reports from Leanworx real time production monitoring system, the shop Manager started printing the hourly production report every day, for all machines, and putting the reports up on the shop notice board. The night shift production rose to almost the same as the 1st and 2nd shifts immediately.
4. Misuse of Feedrate Overridere
Feedrate override misuse is typically done to accelerate parts production to make up for downtime cause by other work ethics issues. This can result in reduced tool life and poor parts quality because of poor surface finish in finishing operations. In a job shop making parts for off-road vehicles, real time production monitoring through LEANworx showed misuse of the FRO on CNC turning centers and machining centers in the night shift. The FRO was set to more than 100 %, the scheduled quantity was done in less time, and the machine was idle for the last hour or two. Although the schedule was met, the surface finish was poor and tool life was reduced. Again, on our advice the shop Manager just pinned the daily print outs of hourly production on the notice board. The problem vanished on its own in a couple of days.
Summary
In a lot of shops, just downtimes at shift changes and extended break times can account for up to 1.5 hours in each 8-hour shift, which is an astounding 18 % of available time. If you also have night time sleeping, you can easily hit 30 % downtime because of poor work ethics. An Industry 4.0 based real time production monitoring system can easily put a stop to this. All these downtimes reduce to almost zero in just 2 weeks after installing the production monitoring system.
Etc
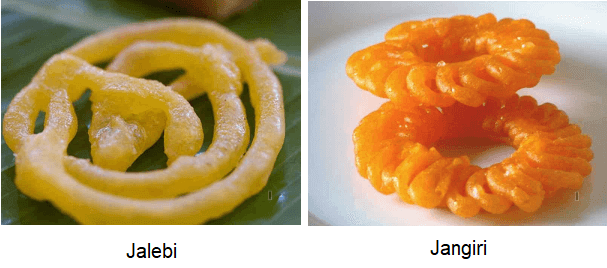
Jalebi and Imarti (alias Jangiri) – what’s the difference ?
There is a cousin of the Jalebi, called Imarti in the North, and Jangiri in the South. It looks similar, but actually has a bunch of differences. The jalebi is made of maida, while the jangiri is made of Urad dal. The jalebi is flat, while the Jangiri is about twice as tall. The jalebi is crunchy, while the jangri is soft. The jalebi originated in Persia, while the jangiri originated in North India. The Jalebi is fermented with yoghurt overnight, while the jangri requires no fermentation. Imarat means ‘building’ in Urdu. The imarti is built in layers, and I wonder if it got its name because of this ?
The Jangiri is thought to have got its name from the Mughal emperor Jahangir (1569 – 1627), because it was his favourite sweet. Jahangir’s father was Akbar, and his son was Shah Jahan, who built the Taj Mahal. Jahangir is also the Salim of the famous love story Salim-Anarkali (on which the movie Mughal-e-Azam was based). As a prince his name was Salim, and Anarkali was a court dancer that he fell in love with. His Dad of course forbade the relationship because Anarkali was not of royal blood and a courtesan to boot. This actually led to a war between the two, which the son lost, etc., and Salim finally had to quit Anarkali. Being a ‘never give up’ guy, he went on to marry 20 women after he became king. If you think 20 wives is a bit much, his Dad Akbar had 35 !


Salim was renamed Jahangir when he ascended the throne. In Persian and Urdu, Jahangir means ‘conqueror of the world’. Jahan means World, and ‘gir’ is the the root of the Persian verb gereftan, which means to seize, or grab. I guess it is also the root of the Urdu words giraftaar (to seize, or imprison) and girebaan (the neck of a shirt).
Jahangir was the father of Shah Jahan (which means ‘king of the world’), who built the Taj Mahal in memory of his (favourite, he had 5) wife, Mumtaz Mahal.
